 +86 13332949210
+86 13332949210 info@xihobattery.com
info@xihobattery.com







 Xiho
Xiho Jun 17 2025
Jun 17 2025
This article explains the Z-shaped stacking process of lithium batteries, from core advantages, technical bottlenecks, key to success to future direction.
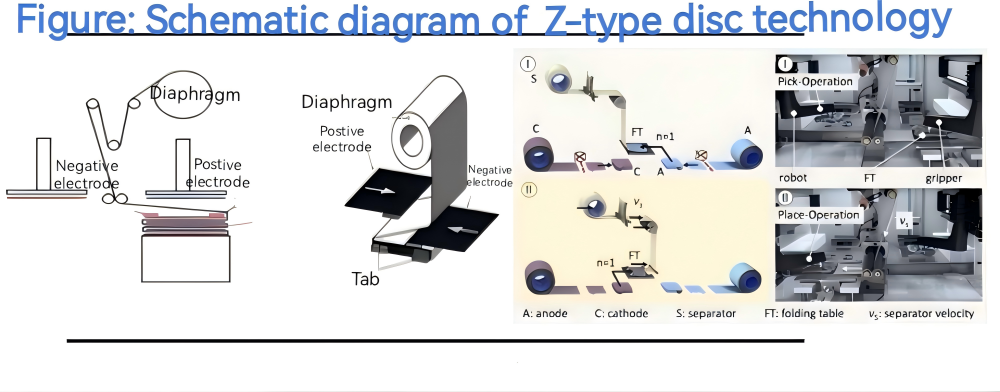
In the pursuit of higher performance lithium batteries, the Z-shaped stacking process has become one of the core technologies for the manufacture of square and soft-pack batteries, profoundly affecting the efficiency and product quality of lithium battery manufacturing. Why is this process so popular? Let us analyze its technical characteristics.
1. Core advantages: Benchmark for energy density and safety
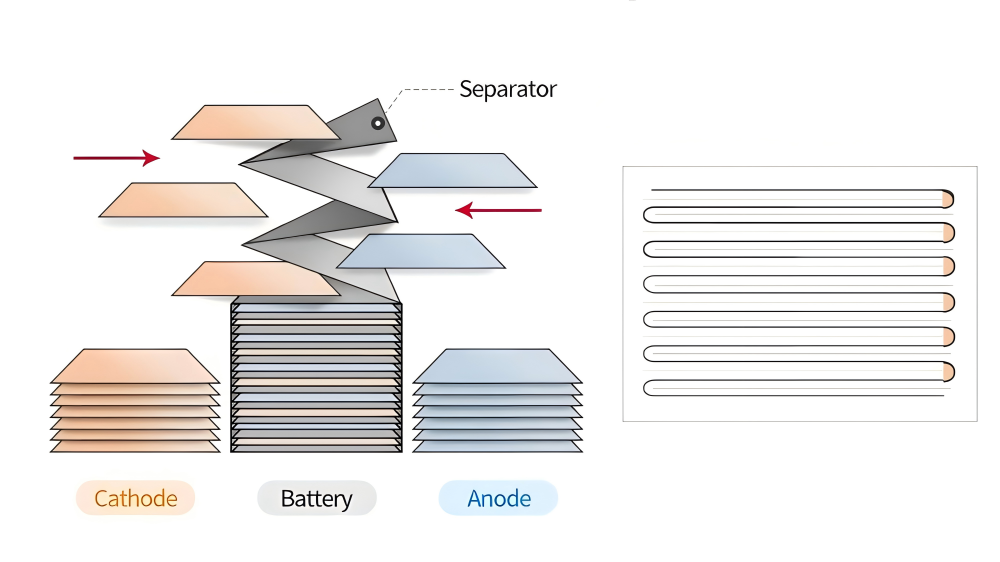
(1) Energy density jump: The Z-type stacking process achieves a space utilization rate of nearly 100% through the flat stacking of the pole piece and the diaphragm, which increases the volume energy density of the lithium battery by about 5% compared with the winding process. It is an ideal choice for large-sized, long and thin cells (such as blade batteries).
(2) Strong structural stability: The uniform force between the layers avoids stress concentration, greatly reduces the risk of pole piece fracture and diaphragm wrinkling, and reduces the hidden dangers of lithium deposition and micro-short circuits in lithium batteries. The double-ear design reduces the internal resistance by more than 10% and increases the cycle life by about 10%.
(3) Highly flexible design: The process is adapted to the design of special-shaped batteries, meeting the customized requirements of electric vehicles and energy storage systems for lithium battery shapes, and significantly improving the integration efficiency of battery packs. This is crucial for the flexible production of modern lithium battery plants.
(2) Strong structural stability: The uniform force between the layers avoids stress concentration, greatly reduces the risk of pole piece fracture and diaphragm wrinkling, and reduces the hidden dangers of lithium deposition and micro-short circuits in lithium batteries. The double-ear design reduces the internal resistance by more than 10% and increases the cycle life by about 10%.
(3) Highly flexible design: The process is adapted to the design of special-shaped batteries, meeting the customized requirements of electric vehicles and energy storage systems for lithium battery shapes, and significantly improving the integration efficiency of battery packs. This is crucial for the flexible production of modern lithium battery plants.
2. Technical bottleneck: the game between efficiency and yield
(1) Production efficiency needs to be improved: The traditional Z-type stacking process takes about 0.5 seconds per sheet. Even the integrated cutting and stacking machine (such as 0.06-0.16 seconds per sheet) is difficult to match the winding speed, which has become a bottleneck for large-scale lithium battery manufacturing.
(2) Diaphragm deformation challenge: The fluctuation of diaphragm tension during Z-type folding can easily lead to changes in porosity, causing interface stratification or pole piece misalignment. The yield of lithium batteries is generally lower than that of the winding process.
(3) High equipment cost: Relying on precision manipulators, visual positioning systems (CCD/laser) and multi-station collaboration, the complexity of the equipment pushes up the investment and maintenance costs of lithium battery plants.
(2) Diaphragm deformation challenge: The fluctuation of diaphragm tension during Z-type folding can easily lead to changes in porosity, causing interface stratification or pole piece misalignment. The yield of lithium batteries is generally lower than that of the winding process.
(3) High equipment cost: Relying on precision manipulators, visual positioning systems (CCD/laser) and multi-station collaboration, the complexity of the equipment pushes up the investment and maintenance costs of lithium battery plants.
3. The key to success: the subtlety of process control
(1) Dual core of tension and precision: The stability of diaphragm tension is directly related to the performance of lithium batteries, and continuous conveying technology is required; the alignment deviation of the pole piece and diaphragm must be less than 50μm, and dynamic correction is indispensable.
(2) Precise control of hot pressing parameters: The temperature (25-120℃) and pressure (100-500kgf) must be adapted to the diaphragm material (PE/ceramic film) and adhesive (PVDF) to ensure that the lithium battery electrode interface is bonded intact.
(3) Innovation in material adaptability: High-temperature resistant and tensile-resistant coated diaphragms (such as LG SRS) or ceramic/aramid coated base films are preferred; the adhesive must cure quickly and not hinder ion conduction.
(4) Integrated efficiency revolution: The cutting and stacking machine integrates die-cutting, stacking, and hot pressing (yield up to 99.8%); multi-sheet stacking technology (2-5 sheets at a time) increases the speed to 0.16 seconds/sheet, greatly improving the output of lithium battery plants.
(5) Strict environmental control: Class 10,000 clean room (humidity <1%) + static elimination is the basis for lithium battery safety; X-ray/infrared thermal imaging real-time monitoring eliminates defects.
(2) Precise control of hot pressing parameters: The temperature (25-120℃) and pressure (100-500kgf) must be adapted to the diaphragm material (PE/ceramic film) and adhesive (PVDF) to ensure that the lithium battery electrode interface is bonded intact.
(3) Innovation in material adaptability: High-temperature resistant and tensile-resistant coated diaphragms (such as LG SRS) or ceramic/aramid coated base films are preferred; the adhesive must cure quickly and not hinder ion conduction.
(4) Integrated efficiency revolution: The cutting and stacking machine integrates die-cutting, stacking, and hot pressing (yield up to 99.8%); multi-sheet stacking technology (2-5 sheets at a time) increases the speed to 0.16 seconds/sheet, greatly improving the output of lithium battery plants.
(5) Strict environmental control: Class 10,000 clean room (humidity <1%) + static elimination is the basis for lithium battery safety; X-ray/infrared thermal imaging real-time monitoring eliminates defects.
4. Future direction: intelligence and material co-evolution
(1) Breaking through the efficiency ceiling: Multi-station collaboration, laser tab cutting (120m/min), and AI path optimization promote the acceleration of lithium battery manufacturing.
(2) Upgrading the material system: Composite current collectors (PET copper foil) and solid electrolytes will enhance the safety and energy density limit of lithium batteries.
(3) Global patent competition: Domestic equipment (such as Pioneer Intelligent and Liyuanheng) needs to avoid the technical barriers of international giants such as LG when going overseas.
Despite the efficiency challenges, the Z-type stacking process has irreplaceable density and safety advantages in the field of high-end lithium batteries, driving its flagship product line widely used in global lithium battery plants. With the popularization of integrated cutting and stacking machines and the acceleration of material innovation, this technology will continue to lead the cutting-edge manufacturing of power and energy storage lithium batteries.
(2) Upgrading the material system: Composite current collectors (PET copper foil) and solid electrolytes will enhance the safety and energy density limit of lithium batteries.
(3) Global patent competition: Domestic equipment (such as Pioneer Intelligent and Liyuanheng) needs to avoid the technical barriers of international giants such as LG when going overseas.
Despite the efficiency challenges, the Z-type stacking process has irreplaceable density and safety advantages in the field of high-end lithium batteries, driving its flagship product line widely used in global lithium battery plants. With the popularization of integrated cutting and stacking machines and the acceleration of material innovation, this technology will continue to lead the cutting-edge manufacturing of power and energy storage lithium batteries.










